ペット
ポリエチレンテレフタレート (ポリ(エチレンテレフタレート)と書かれることもあります)、一般に略称されます。 ペット, PETE、または廃止された PETP または PET-P が最も一般的です。 ポリマー の樹脂 ポリエステル 家族であり、衣料品の繊維に使用されています。 コンテナ 液体や食品用、製造用の熱成形、エンジニアリング樹脂用のガラス繊維との組み合わせなど。
ブランド名で呼ばれることもあります ダクロン; イギリスで、 Terylene; あるいはロシアや旧ソ連では、 ラヴサン.
世界の PET 生産の大部分 (60% 以上) は合成繊維用であり、ボトルの生産は世界需要の約 30% を占めています。 繊維用途の文脈では、PET は一般名で呼ばれます。 ポリエステル、一方、頭字語は ペット 一般的には包装に関連して使用されます。 ポリエステルは世界のポリマー生産量の約 18% を占め、XNUMX 番目に多く生産されています。 ポリマー; ポリエチレン(PE)、 ポリプロピレン (PP)と ポリ塩化ビニル (PVC) がそれぞれ XNUMX 位、XNUMX 位、XNUMX 位です。
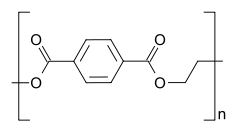
PET の構成要素 重合した モノマーエチレンテレフタレートの単位、繰り返し (C10H8O4)単位。 PET は一般的にリサイクルされており、次の番号が付けられています。 1 リサイクルのシンボルとして。
加工および熱履歴に応じて、ポリエチレン テレフタレートは非晶質 (透明) として存在する場合と、非晶質 (透明) として存在する場合があります。 半結晶性ポリマー。 半結晶材料は、その結晶構造と粒子サイズに応じて、透明 (粒子サイズ < 500 nm) または不透明で白色 (粒子サイズ 数マイクロメートルまで) に見える場合があります。 そのモノマー テレフタル酸ビス(2-ヒドロキシエチル) によって合成できます エステル化 間の反応 テレフタル酸 & エチレングリコール 副産物として水を使用するか、 エステル交換 間の反応 エチレングリコール & テレフタル酸ジメチル メタノール 副産物として。 重合は 重縮合 モノマー(エステル化/エステル交換反応の直後に行われる)と副生成物としての水との反応。
| 名 | |
|---|---|
| IUPAC名
ポリ(エチルベンゼン-1,4-ジカルボキシレート)
|
|
| 識別子 | |
| 25038-59-9 |
|
| 略語 | ペット、ピート |
| プロパティ | |
| (C10H8O4)n | |
| モル質量 | 変数 |
| 密度 | 1.38 g / cm3 (20℃)、 アモルファス:1.370 g / cm3, 単結晶:1.455 g / cm3 |
| 融点 | > 250 °C、260 °C |
| 沸点 | > 350 °C (分解) |
| 事実上不溶性 | |
| 熱伝導率 | 0.15~0.24W・m-1 K-1 |
|
屈折率(nD)
|
1.57~1.58、1.5750 |
| 熱化学 | |
|
特定の
熱容量 (C) |
1.0 kJ /(kg・K) |
| 関連化合物 | |
|
関連記事 モノマー
|
テレフタル酸 エチレングリコール |
|
特に明記されていない限り、データは材料の資料に記載されています。 標準状態 (25 °C [77 °F]、100 kPa で)。
|
|
あなたが使用します
PET は優れた水と湿気のバリア素材であるため、PET から作られたペットボトルはソフトドリンクに広く使用されています (炭酸を参照)。 ビール容器用に指定されたボトルなど、特定の特殊ボトルでは、PET で追加のポリビニル アルコール (PVOH) 層をサンドイッチにして、酸素透過性をさらに低下させます。
二軸延伸PET フィルム (商品名の XNUMX つである「マイラー」でよく知られています) は、その上に金属の薄膜を蒸着して、透過性を低下させ、反射性と不透明性にすることでアルミニウム処理できます (MPET)。 これらの特性は、柔軟な食品を含む多くの用途に役立ちます。 包装 & 断熱材。 見る: "スペースブランケット”。 PET フィルムは機械的強度が高いため、磁気テープのキャリアや粘着テープのバッキングなどのテープ用途によく使用されます。
無延伸PETシートは可能です。 熱成形された 包装用トレイやブリスターパックを製造します。 結晶化可能な PET が使用されている場合、トレイは冷凍温度とオーブンで焼く温度の両方に耐えられるため、冷凍ディナーに使用できます。 透明なアモルファス PET とは対照的に、結晶性 PET または CPET は黒色になる傾向があります。
ガラス粒子またはガラス繊維を充填すると、著しく硬くなり、耐久性が高まります。
PETは薄膜太陽電池の基板としても使用されます。
ベルロープの上部にもテリレンが接合されており、天井を通過する際のロープの摩耗を防ぎます。
歴史
PET は、1941 年にジョン・レックス・ウィンフィールド、ジェームス・テナント・ディクソン、および彼らの雇用主である英国マンチェスターのキャリコ印刷業者協会によって特許を取得しました。 米国デラウェア州の EI DuPont de Nemours は、1951 年 1952 月に初めてマイラーという商標を使用し、XNUMX 年に登録を受けました。それは今でもポリエステル フィルムに使用される最もよく知られた名前です。 現在の商標の所有者は、日本企業と提携している DuPont Reijin Films US です。
ソ連では、PET は 1949 年にソ連科学アカデミー高分子化合物研究所の研究室で初めて製造され、その名前「ラブサン」はその頭字語です (лаИнститута высокомолекулярных соединений Аかどみん наук СССР)。
ペットボトルは 1973 年にナサニエル ワイエスによって特許を取得しました。
物理的特性
PET は、自然な状態では無色の半結晶性樹脂です。 PET は加工方法に応じて半硬質から硬質まで変化し、非常に軽量です。 ガスと適度な湿気のバリアとして機能し、アルコール (追加の「バリア」処理が必要) や溶剤に対しても優れたバリアになります。 強度があり、衝撃に強いです。 PET は、クロロホルムやトルエンなどの他の化学物質にさらされると白くなります。
ポリエステル繊維を除き、結晶化率は60%程度が市販品の上限となります。 透明な製品は、溶融ポリマーを T 未満に急速に冷却することによって製造できます。g アモルファス固体を形成するためのガラス転移温度。 ガラスと同様に、アモルファス PET は、溶融物が冷却されるときに分子が規則正しい結晶状態に配置されるのに十分な時間が与えられない場合に形成されます。 室温では分子はその場で凍結しますが、T 以上に加熱することで十分な熱エネルギーが分子に戻されると、g、それらは再び動き始め、結晶の核生成と成長が可能になります。 この手順は固体結晶化として知られています。
ゆっくりと冷却すると、溶融ポリマーはより結晶性の高い材料を形成します。 この素材には、 球晶 小さなものをたくさん含んでいる 微結晶 XNUMX つの大きな単結晶を形成するのではなく、アモルファス固体から結晶化される場合。 光は、微結晶間の境界とそれらの間の非晶質領域を横切るときに散乱する傾向があります。 この散乱は、結晶質 PET がほとんどの場合不透明で白色であることを意味します。 ファイバー線引きは、ほぼ単結晶の製品を生産する数少ない工業プロセスの XNUMX つです。
極限粘度

PET の最も重要な特性の XNUMX つは、 固有粘度 (IV)。
材料の固有粘度は、測定された濃度に対する相対粘度をゼロ濃度に外挿することによって求められます。 デシリットル グラムあたり(dℓ/g)。 固有粘度はポリマー鎖の長さに依存しますが、ゼロ濃度に外挿されるため単位がありません。 ポリマー鎖が長くなるほど、鎖間の絡み合いが多くなり、したがって粘度が高くなります。 樹脂の特定のバッチの平均鎖長は、製造中に制御できます。 重縮合.
PETの固有粘度範囲:
ファイバーグレード
- 0.40–0.70 繊維
- 0.72–0.98 テクニカル、タイヤコード
フィルムグレード
ボトルグレード
- 0.70 ~ 0.78 ウォーターボトル (平ら)
- 0.78~0.85 炭酸清涼飲料グレード
モノフィラメント、エンジニアリングプラスチック
- 1.00-2.00
乾燥
PETは 吸湿性つまり、周囲から水を吸収します。 しかし、この「湿った」PET を加熱すると、水が 加水分解する PET の弾力性が低下します。 したがって、樹脂を成形機で加工する前に、乾燥する必要があります。 乾燥は、 乾燥剤 PET が処理装置に供給される前に、または乾燥機で処理されます。
乾燥機内では、高温の乾燥空気が樹脂の入ったホッパーの底にポンプで送り込まれ、ペレットの中を上に流れ、途中で水分を除去します。 熱い湿った空気はホッパーの上部から出て、最初にアフタークーラーを通過します。これは、熱い空気よりも冷たい空気から水分を除去するのが簡単であるためです。 得られた冷湿った空気は、乾燥剤床を通過します。 最後に、乾燥剤ベッドから出た冷たい乾燥空気はプロセス ヒーターで再加熱され、閉ループ内の同じプロセスに送り返されます。 通常、樹脂内の残留水分レベルは、加工前に 50 ppm (重量で樹脂 4 万部あたりの水の部数) 未満でなければなりません。 乾燥機の滞留時間は約 160 時間以上である必要があります。 これは、材料を XNUMX 時間未満で乾燥するには XNUMX °C 以上の温度が必要になるためです。 加水分解 ペレットが乾燥する前に、ペレットの内部で反応が始まります。
PET は圧縮空気樹脂乾燥機でも乾燥できます。 圧縮空気乾燥機は乾燥用空気を再利用しません。 乾燥した加熱された圧縮空気は、乾燥剤乾燥機と同様に PET ペレット内を循環し、大気中に放出されます。
コポリマー
純正に加えて(ホモポリマー)PET、PET改質 共重合 もご利用いただけます。
場合によっては、コポリマーの修飾された特性が特定の用途にとってより望ましい場合があります。 例えば、 シクロヘキサンジメタノール (CHDM) の代わりにポリマー主鎖に追加できます。 エチレングリコール。 この構成要素は、置換されるエチレン グリコール ユニットよりもはるかに大きい (炭素原子が 6 個追加されている) ため、エチレン グリコール ユニットのように隣接する鎖と適合しません。 これにより結晶化が妨げられ、ポリマーの溶融温度が低下します。 一般に、そのようなPETはPETGまたはPET-Gとして知られている(ポリエチレンテレフタレートグリコール変性;Eastman Chemical、SK Chemicals、およびArtenius ItaliaがPETG製造業者である)。 PETG は透明な非晶質の熱可塑性プラスチックであり、射出成形またはシート押出成形が可能です。 加工中に着色することも可能です。
もう XNUMX つの一般的な修飾子は、 イソフタル酸、1,4-(の一部を置き換えます)パラ) リンクされています テレフタレート 単位。 1,2-(オルト-) または 1,3-(メタ-) 結合により鎖に角度が生じ、これも結晶性を乱します。
このようなコポリマーは、次のような特定の成形用途に有利です。 熱成形これは、例えば、co-PET フィルム、アモルファス PET シート (A-PET)、または PETG シートからトレイまたはブリスター包装を製造するために使用されます。 一方、シートベルトなど、機械的安定性と寸法安定性が重要な他の用途では結晶化が重要です。 ペットボトルには少量のイソフタル酸、CHDM、 ジエチレングリコール (DEG) または他のコモノマーが有用な場合があります。少量のコモノマーのみを使用すると、結晶化は遅くなりますが、完全に防止されるわけではありません。 その結果、ボトルは次の方法で入手できます。 ストレッチブロー成形 (「SBM」) は、香りや、炭酸飲料中の二酸化炭素などのガスに対しても適切なバリアとなるのに十分な透明かつ結晶性を持っています。
生産

ポリエチレンテレフタレートは以下から製造されます。 エチレングリコール & テレフタル酸ジメチル (C6H4(CO2CH3)2)または テレフタル酸.
テレフタル酸ジメチルプロセス
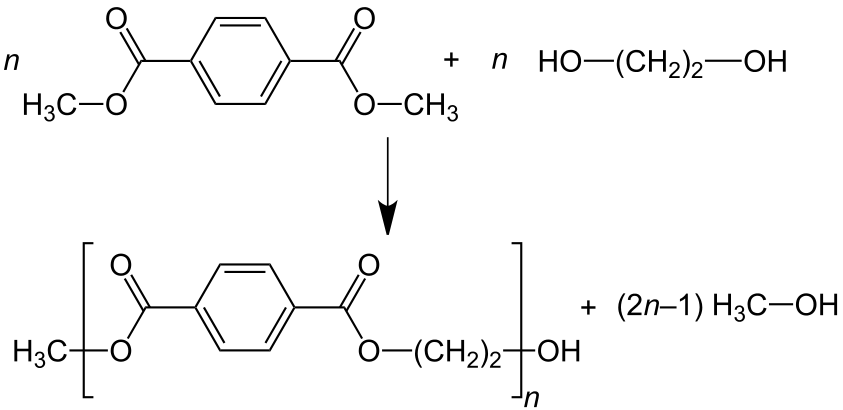
In テレフタル酸ジメチル このプロセスでは、この化合物と過剰のエチレングリコールが溶融状態で 150 ~ 200 °C で反応します。 塩基性触媒. メタノール (CH3OH) は蒸留によって除去され、反応が促進されます。 過剰のエチレングリコールは、真空を利用して高温で留去されます。 270 番目のエステル交換ステップは 280 ~ XNUMX °C で進行し、エチレングリコールも連続蒸留されます。
反応は次のように理想化されます。
- 最初の一歩
- C6H4(CO2CH3)2 + 2 ホッチ2CH2OH→C6H4(CO2CH2CH2ああ)2 +2CH3OH
- 第二段階
- n C6H4(CO2CH2CH2ああ)2 → [(CO)C6H4(CO2CH2CH2O)]n + n ほら2CH2OH
テレフタル酸プロセス
テレフタル酸 このプロセスでは、エチレングリコールとテレフタル酸のエステル化は、中圧 (2.7 ~ 5.5 bar) および高温 (220 ~ 260 °C) で直接行われます。 水は反応中に除去され、蒸留によっても継続的に除去されます。
- n C6H4(CO2H)2 + n ほら2CH2OH → [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O
劣化
PET は加工中にさまざまな種類の劣化を受けます。 発生する可能性のある主な劣化は加水分解であり、おそらく最も重要なのは熱酸化です。 PET が劣化すると、変色、連鎖などの現象が起こります。 切断 その結果、分子量が減少し、 アセトアルデヒド, クロスリンク (「ゲル」または「フィッシュアイ」形成)。 変色は、高温での長時間の熱処理後のさまざまな発色団の形成が原因で発生します。 これは、包装用途など、ポリマーの光学要件が非常に高い場合に問題になります。 熱劣化および熱酸化劣化により、材料の加工特性や性能が低下します。
これを軽減する XNUMX つの方法は、 共重合体。 CHDM や イソフタル酸 PET の溶融温度を下げ、結晶化度を下げます (特にボトルの製造に材料を使用する場合に重要です)。 したがって、樹脂は、より低い温度および/またはより低い力で塑性的に形成することができる。 これは劣化を防止し、最終製品のアセトアルデヒド含有量を許容可能な (つまり、目立たない) レベルまで減らすのに役立ちます。 見る コポリマー、 その上。 ポリマーの安定性を向上させるもう XNUMX つの方法は、安定剤、主に次のような酸化防止剤を使用することです。 亜リン酸塩。 最近では、ナノ構造の化学物質を使用して材料を分子レベルで安定化することも検討されています。
アセトアルデヒド
アセトアルデヒド フルーティーな香りを持つ無色の揮発性物質です。 一部の果物では自然に生成しますが、ボトル入り飲料水では異味を引き起こす可能性があります。 アセトアルデヒドは、材料の誤った取り扱いによる PET の分解によって生成されます。 高温(PET は 300 °C または 570 °F を超えると分解します)、高圧、押出機の速度(過度のせん断流により温度が上昇します)、および長いバレル滞留時間はすべて、アセトアルデヒドの生成に寄与します。 アセトアルデヒドが生成されると、その一部は容器の壁に溶解したまま残ります。 拡散する 内部に保管されている製品に侵入し、味や香りが変化します。 これは、非消耗品(シャンプーなど)、フルーツジュース(すでにアセトアルデヒドが含まれている)、またはソフトドリンクのような味の強い飲料の場合にはそれほど問題ではありません。 しかし、ボトル入り飲料水の場合、アセトアルデヒドの含有量が低いことが非常に重要です。なぜなら、香りを遮るものがない場合、アセトアルデヒドの濃度が非常に低い場合(水中に 10 ~ 20 ppb)でも異味が生じる可能性があるからです。
アンチモン
アンチモン (Sb) は、次のような化合物の形で触媒として使用される半金属元素です。 三酸化アンチモン (Sb2O3) または PET の製造における三酢酸アンチモン。 製造後、製品の表面には検出可能な量のアンチモンが検出されます。 この残留物は洗浄で除去できます。 アンチモンは素材自体にも残留するため、食品や飲料に混入する可能性があります。 PET を煮沸または電子レンジにさらすと、アンチモンのレベルが大幅に上昇し、USEPA の最大汚染レベルを超える可能性があります。 WHO が評価した飲料水の制限は 20 ppb (WHO、2003) で、米国の飲料水の制限は 6 ppb です。 三酸化アンチモンは経口摂取した場合の毒性は低いですが、その存在は依然として懸念されています。 スイス人 連邦公衆衛生局 ペットボトルとガラスに詰められた水を比較して、アンチモンの移行量を調査しました。ペットボトル内の水のアンチモン濃度はより高かったですが、それでも許容最大濃度を大幅に下回っていました。 スイス連邦公衆衛生局は、少量のアンチモンが PET からボトル入り飲料水に移行するが、その結果生じる低濃度による健康リスクは無視できるほどであると結論付けています(「耐容一日摂取量」によって決定されます。 誰)。 その後(2006年)、より広く公表された研究では、ペットボトル内の水中に同量のアンチモンが含まれていることが判明しました。 WHOは、飲料水中のアンチモンのリスク評価を発表しました。
しかし、英国で製造され PET で瓶詰めされた濃縮果汁 (ガイドラインは確立されていない) には、EU の規制値をはるかに上回る最大 44.7 μg/L のアンチモンが含まれていることが判明しました。 水道水 5μg/L。
生分解
ノカルジア エステラーゼ酵素により PET を分解する可能性があります。
日本の科学者が細菌を分離した イデオネラ・サカイエンシス これは、PET を細菌が消化できる小さな断片に分解できる XNUMX つの酵素を持っています。 のコロニー サカイエンシス プラスチックフィルムは約XNUMX週間で崩壊する可能性があります。
安全性
に掲載された解説 環境健康展望 2010 年 XNUMX 月には、PET が生産性をもたらす可能性があると示唆されました。 内分泌かく乱物質 一般的な使用条件と、このトピックに関する推奨研究の条件の下で。 提案されているメカニズムには、 フタル酸エステル類 の浸出だけでなく アンチモン。 に掲載された記事 環境モニタリングジャーナル 2012 年 XNUMX 月に、アンチモン濃度は次のとおりであると結論付けています。 脱イオン水 ペットボトルに入れて保管した場合は、最高 60 °C (140 °F) の温度で短期間保管した場合でも EU の許容限度内に収まりますが、ボトル入りの内容物 (水またはソフトドリンク) は室内で XNUMX 年未満の保管で EU の許容限度を超える場合があります。温度。
ボトル処理装置

ペットボトルの成形方法には大きく分けて「一段成形」と「二段成形」のXNUMX種類があります。 XNUMX 段階成形では、XNUMX 台の別々の機械が使用されます。 最初の機械は、ボトルキャップのネジ山が所定の位置にすでに成形された、試験管に似たプリフォームを射出成形します。 チューブの本体は、第 XNUMX ステップで最終形状に膨張させるため、かなり厚くなっています。 ストレッチブロー成形.
第 XNUMX のステップでは、プリフォームを急速に加熱し、XNUMX つの部分からなる金型に対して膨張させて、ボトルの最終形状に成形します。 プリフォーム (膨張していないボトル) は、現在ではそれ自体が丈夫でユニークな容器としても使用されています。 ノベルティのキャンディーのほかに、赤十字の一部の支部では、救急隊員のために病歴を保管するために、バイアル・オブ・ライフ・プログラムの一環として住宅所有者に配布しています。 プリフォームのもう XNUMX つの一般的な用途は、屋外アクティビティのジオキャッシングでのコンテナです。
ワンステップ成形機は、原料から容器完成までの全工程をXNUMX台の機械内で行うため、特に瓶、扁平楕円、フラスコ形状などの規格外形状の成形(特注成形)に適しています。その最大のメリットは、スペース、製品の取り扱い、エネルギーが削減され、XNUMX 段階システムで達成できるものよりもはるかに高い視覚的品質が得られます。
ポリエステルリサイクル産業
2016 年には、毎年 56 万トンの PET が生産されていると推定されています。
ほとんどの熱可塑性プラスチックは原則としてリサイクル可能ですが、 ペットボトルのリサイクル 樹脂の価値が高く、広く使用されている水や炭酸飲料の瓶詰めにはほぼ独占的に PET が使用されているため、他の多くのプラスチック用途よりも実用的です。 PETには 樹脂識別コード 1の。 再生PETの主な用途はポリエステルです。 繊維、ストラップ、および食品以外の容器。
PET はリサイクル可能であることと、PET が比較的豊富に存在するため、 使用済み廃棄物 PET はボトルの形でカーペット繊維として急速に市場シェアを獲得しています。 モホークインダストリーズ 1999 年に、100% 使用済みリサイクル PET 繊維である everSTRAND をリリースしました。 それ以来、17 億本以上のボトルがカーペットの繊維にリサイクルされています。 Pharr Yarns は、Looptex、Dobbs Mills、Berkshire Flooring を含む多数のカーペット メーカーのサプライヤーです。 は、最低 25% の使用済みリサイクル成分を含む BCF (バルク連続フィラメント) PET カーペット繊維を製造します。
PET も多くのプラスチックと同様、熱処理の優れた候補です (焼却)、炭素、水素、酸素で構成されており、触媒元素は微量しか含まれていません(硫黄は含まれていません)。 PET は軟炭と同じエネルギー含有量を持っています。
ポリエチレン テレフタレート、PET、ポリエステルをリサイクルする場合、一般に次の XNUMX つの方法を区別する必要があります。
- 精製された原料に戻るケミカルリサイクル テレフタル酸 (PTA) または テレフタル酸ジメチル (DMT) と エチレングリコール (EG) ポリマー構造が完全に破壊される場合、または次のようなプロセス中間体が破壊される場合 テレフタル酸ビス(2-ヒドロキシエチル)
- 元のポリマー特性が維持または再構成される機械的リサイクル。
PET のケミカルリサイクルは、年間 50,000 トン以上の大容量リサイクルラインを適用するだけでコスト効率が高くなります。 このようなラインが見られたとしても、それは非常に大規模なポリエステル生産者の生産現場でのみ見られるものでした。 このようなケミカルリサイクルプラントを設立するための産業規模の試みが過去にいくつか行われたが、大成功には至らなかった。 日本における有望なケミカルリサイクルでさえ、これまでのところ産業上の画期的な進歩には至っていない。 その理由は 2000 つあります。2008 つは、50 か所でこれほど大量の廃ボトルを一貫して継続的に調達することの難しさ、もう 500 つは収集されたボトルの価格が着実に上昇し、価格が変動していることです。 たとえば、ベール入りボトルの価格は、2008 年から XNUMX 年にかけて、トンあたり約 XNUMX ユーロから、XNUMX 年にはトンあたり XNUMX ユーロ以上に上昇しました。
ポリマー状態の PET の機械的リサイクルまたは直接循環は、現在、最も多様な方法で行われています。 この種のプロセスは、中小企業の典型的なものです。 コスト効率は、年間 5000 ~ 20,000 トンの範囲内のプラント能力ですでに達成されています。 この場合、ほぼあらゆる種類のリサイクル材料を材料循環にフィードバックすることが今日可能になります。 これらの多様なリサイクルプロセスについては、今後詳しく説明します。
化学的汚染物質以外にも、 最初の加工と使用中に生成される製品では、機械的不純物がリサイクルの流れで品質を低下させる不純物の主要部分を占めています。 本来は新素材のみを対象として設計されていた製造プロセスに、リサイクル材料が導入されることが増えています。 したがって、高品質のリサイクルポリエステルには、効率的な選別、分離、洗浄プロセスが最も重要になります。
ポリエステルのリサイクル産業について言えば、当社は主にペットボトルのリサイクルに注力しています。ペットボトルは、水、炭酸飲料、ジュース、ビール、ソース、洗剤、家庭用化学薬品など、あらゆる種類の液体包装に使用されています。 ボトルは形状と一貫性により簡単に区別でき、自動または手動の分別プロセスによって廃プラスチックの流れから分離されます。 確立されたポリエステルリサイクル業界は、次の XNUMX つの主要なセクションで構成されています。
- ペットボトルの回収と廃棄物の分別:廃棄物物流
- クリーンボトルフレークの製造: フレーク製造
- PETフレークから最終製品への変換:フレーク加工
最初のセクションからの中間製品は、PET 含有率が 90% を超える梱包されたボトル廃棄物です。 最も一般的な取引形態はベールですが、市場ではレンガで梱包されたボトルやルースのプレカットボトルも一般的です。 第 XNUMX セクションでは、回収されたボトルをきれいなペットボトルフレークに変換します。 このステップは、必要な最終フレークの品質に応じて、多かれ少なかれ複雑で複雑になる可能性があります。 XNUMX 番目のステップでは、PET ボトルのフレークは、フィルム、ボトル、繊維、フィラメント、ストラップ、またはさらなる加工やエンジニアリング プラスチック用のペレットなどの中間製品などのあらゆる種類の製品に加工されます。
この外部(消費後)のポリエステルボトルのリサイクルのほかに、内部(消費前)のリサイクルプロセスが多数存在し、そこでは廃棄されたポリマー材料が生産現場から自由市場に出ず、代わりに同じ生産回路で再利用されます。 このようにして、繊維廃棄物は繊維の製造に直接再利用され、プリフォーム廃棄物はプリフォームの製造に直接再利用され、フィルム廃棄物はフィルムの製造に直接再利用されます。
ペットボトルのリサイクル
浄化と除染
あらゆるリサイクル概念の成功は、処理中の適切な場所で、必要または望ましい範囲で浄化と除染を効率的に行うことができるかどうかに隠されています。
一般に、次のことが当てはまります。プロセスの早い段階で異物が除去され、これがより徹底的に行われるほど、プロセスはより効率的になります。
高い 可塑剤 PET の温度が 280 °C (536 °F) の範囲にあることが、次のようなほとんどすべての一般的な有機不純物の原因です。 PVC, PLA, ポリオレフィン、化学木材パルプおよび紙繊維、 ポリ酢酸ビニル、接着剤、着色料、砂糖などを溶かします。 タンパク質 残留物は着色された分解生成物に変換され、さらに反応性分解生成物を放出する可能性があります。 すると、ポリマー鎖内の欠陥の数が大幅に増加します。 不純物の粒度分布は非常に広く、肉眼で確認でき、濾過が容易な 60 ~ 1000 μm の大きな粒子は、総表面積が比較的小さく、したがって分解速度が遅いため、悪影響は小さくなります。 微細粒子の影響は、その数が多いため、ポリマー内の欠陥の頻度を増加させるため、比較的大きくなります。
「目に見えないものは心で悲しむことはできない」というモットーは、多くのリサイクルプロセスにおいて非常に重要であると考えられています。 したがって、この場合、効率的な選別に加えて、溶融濾過プロセスによる目に見える不純物粒子の除去が特別な役割を果たします。
一般に、回収されたボトルからペットボトルフレークを製造するプロセスは、廃棄物の流れの組成や品質が異なるのと同じくらい多用途であると言えます。 テクノロジーの観点から、それを行う方法は XNUMX つだけではありません。 一方、フレーク生産プラントやコンポーネントを提供しているエンジニアリング会社は数多くあり、どのプラントの設計を決定するかは困難です。 それにもかかわらず、これらの原則のほとんどを共有しているプロセスが存在します。 投入材料の組成と不純物レベルに応じて、一般的に次のプロセスステップが適用されます。
- ベール開口部、ブリケット開口部
- 色別の選別、異質ポリマー、特にPVC、異物の除去、フィルム、紙、ガラス、砂、土、石、金属の除去
- 切らずに予洗い
- 乾式粗切削、または予洗と併用
- 石、ガラス、金属の除去
- エアふるいによるフィルム、紙、ラベルの除去
- 研削、乾式および/または湿式
- 密度差による低密度ポリマー(カップ)の除去
- ホットウォッシュ
- 苛性洗浄と表面エッチング、固有粘度の維持と汚染除去
- すすぎ
- 清水洗浄
- 乾燥
- フレークの空気ふるい分け
- 自動フレーク選別
- 水回路と水処理技術
- フレークの品質管理



不純物と材料欠陥
耐用年数の延長、最終用途の拡大、リサイクルの繰り返しを考慮すると、ポリマー材料に蓄積する可能性のある不純物や材料欠陥の数は、ポリマーの使用時だけでなく加工時においても恒久的に増加しています。 リサイクルされた PET ボトルに関する限り、前述の欠陥は次のグループに分類できます。
- 反応性ポリエステルのOH-またはCOOH-末端基は、死滅または非反応性末端基に変換されます。たとえば、テレフタル酸の脱水または脱カルボキシル化によるビニルエステル末端基の形成、OH-またはCOOH-末端基と単官能性の分解との反応です。モノ炭酸やアルコールなどの製品。 その結果、再重縮合または再 SSP 中の反応性が低下し、分子量分布が広がります。
- 末端基の割合は、熱および酸化分解によって構築される COOH 末端基の方向にシフトします。 その結果、反応性が低下し、湿気の存在下での熱処理中に酸の自己触媒分解が増加します。
- 多官能性高分子の数が増加します。 ゲルの蓄積と長鎖分岐欠陥。
- 非ポリマーと同一の有機および無機異物の数、濃度、種類は増加しています。 新たな熱ストレスが加わるたびに、有機異物は分解反応を起こします。 これにより、さらなる分解促進物質や着色物質が放出されます。
- 空気(酸素)と湿気の存在下では、ポリエステル製の製品の表面に水酸化基と過酸化基が蓄積します。 このプロセスは紫外線によって促進されます。 後処理プロセス中、過酸化水素は酸化分解の原因となる酸素ラジカルの発生源となります。 過酸化水素の分解は最初の熱処理前または可塑化中に起こり、酸化防止剤などの適切な添加剤によってサポートできます。
上記の化学的欠陥と不純物を考慮すると、各リサイクル サイクル中に次のポリマー特性が継続的に変更されており、これらは化学的および物理的な実験室分析で検出できます。
特に:
- COOH末端基の増加
- 色数bの増加
- ヘイズの増加(透明品)
- オリゴマー含有量の増加
- 濾過性の低下
- アセトアルデヒド、ホルムアルデヒドなどの副生成物の含有量の増加
- 抽出可能な異物の増加
- 減色L
- の減少 固有粘度 または動粘度
- 結晶化温度の低下と結晶化速度の増加
- 引張強さ、破断伸びなどの機械的特性の低下 弾性率
- 分子量分布の拡大
一方、ペットボトルのリサイクルは業界標準のプロセスであり、さまざまなエンジニアリング会社が提供しています。
再生ポリエステルの加工例
ポリエステルのリサイクルプロセスは、一次ペレットまたは溶融物に基づく製造プロセスとほぼ同じくらい多様です。 リサイクル材料の純度に応じて、ポリエステルは現在、ほとんどのポリエステル製造プロセスでバージンポリマーとのブレンドとして、または 100% リサイクルポリマーとして使用されることが増えています。 厚さの低い BOPET フィルム、6000 m/分を超える FDY 紡糸による光学フィルムや糸などの特殊用途、マイクロフィラメント、およびマイクロファイバーなどの一部の例外は、バージン ポリエステルのみから製造されます。
ボトルフレークの簡単な再ペレット化
このプロセスは、フレークの乾燥と結晶化、可塑化と濾過、およびペレット化によって、ボトル廃棄物をフレークに変えることから構成されます。 製品は、PET フレークの完全な予備乾燥がどの程度行われたかに応じて、固有粘度が 0.55 ~ 0.7 dℓ/g の範囲の非晶質の再顆粒です。
特別な特徴は、アセトアルデヒドとオリゴマーがペレット中に低レベルで含まれていることです。 何らかの方法で粘度が低下すると、ペレットは非晶質になるため、さらに加工する前に結晶化して乾燥する必要があります。
処理対象:
- A-PETフィルム用 熱成形
- PETバージン生産量の追加
- ボペット 包装フィルム
- ペットボトル 樹脂 SSPによる
- カーペット糸
- エンジニアリングプラスチック
- フィラメント
- 不織布
- パッケージングストライプ
- 短繊維.
再ペレット化方法を選択するということは、追加の変換プロセスが必要になることを意味し、一方ではエネルギー集約的でコストがかかり、熱破壊を引き起こします。 一方で、ペレット化ステップには次のような利点もあります。
- 集中的な溶融濾過
- 中間品質管理
- 添加剤による改質
- 製品の選択と品質による分類
- 処理の柔軟性が向上
- 品質の均一化。
ボトル用の PET ペレットまたはフレーク (ボトル to ボトル) および A-PET の製造
このプロセスは原則として、上で説明したプロセスと同様です。 ただし、製造されたペレットは直接 (連続的または不連続的に) 結晶化され、回転乾燥機または垂直管型反応器で固体重縮合 (SSP) が行われます。 この処理ステップ中に、対応する固有粘度 0.80 ~ 0.085 dℓ/g が再び再構築され、同時にアセトアルデヒド含有量が 1 ppm 未満に減少します。
ヨーロッパや米国の一部の機械メーカーやラインビルダーは、独立したリサイクルプロセス、たとえば、いわゆるボトルツーボトル(B-2-B)プロセスを提供するよう努力しているという事実。 ビーペット, スターリンガー、URRC または BÜHLER は、一般的に、必要な抽出残留物の「存在」と、処理されたポリエステルを用途に使用するために必要な、いわゆるチャレンジテストを適用する FDA によるモデル汚染物質の除去の証拠を提供することを目的としています。食品分野。 このプロセスの承認に加えて、そのようなプロセスのユーザーは、自分のプロセスのために自分で製造した原材料に対する FDA の制限を常に確認する必要があります。
ボトルフレークの直接変換
コストを節約するために、紡績工場、ストラッピング工場、またはキャストフィルム工場などのポリエステル中間製造業者の数が増加しており、使用済みボトルの処理から PET フレークを直接利用して、より多くの製品を製造することに取り組んでいます。ポリエステル中間体の数。 必要な粘度を調整するには、フレークを効率的に乾燥することに加えて、場合によっては粘度を再構成することも必要です。 重縮合 フレークの溶融相または固相重縮合において。 最新の PET フレーク変換プロセスでは、二軸押出機、多軸押出機、または多回転システムと同時の真空脱気を適用して水分を除去し、フレークの予備乾燥を回避します。 これらのプロセスにより、加水分解による大幅な粘度低下を引き起こすことなく、未乾燥 PET フレークを変換できます。
ペットボトルフレークの消費量は、主に約70%が繊維やフィラメントに変換されます。 紡績プロセスでボトルフレークなどの二次材料を直接使用する場合、いくつかの処理原則を取得する必要があります。
POY製造のための高速紡糸プロセスでは、通常0.62~0.64dℓ/gの粘度が必要です。 ボトルフレークから出発して、乾燥の程度によって粘度を設定できます。 TiOの追加使用2 フルダル糸またはセミダル糸に必要です。 紡糸口金を保護するためには、いかなる場合でも溶融物の効率的な濾過が必要です。 現時点では、このプロセスでは高純度の紡糸溶融物が必要となるため、100% リサイクル ポリエステルで作られた POY の量はかなり少ないです。 ほとんどの場合、バージンペレットとリサイクルペレットの混合物が使用されます。
ステープルファイバーは、やや低い固有粘度範囲 (0.58 ~ 0.62 dℓ/g) で紡糸されます。 この場合も乾燥や真空押出の場合は真空調整により必要な粘度を調整することができます。 ただし、粘度を調整するには、次のような鎖長調整剤を追加します。 エチレングリコール or ジエチレングリコール も使用することができる。
紡糸不織布は、繊維用途の微粉力分野で、また屋根カバーや道路建設などの基礎材料としての重紡糸不織布も同様に、ボトルフレークを紡糸することによって製造できます。 紡糸粘度も0.58~0.65dℓ/gの範囲です。
リサイクル材料が使用される分野の XNUMX つとして関心が高まっているのが、高強度の包装用ストライプとモノフィラメントの製造です。 どちらの場合も、最初の原料は主に固有粘度の高いリサイクル材料です。 次に、高強度のパッケージングストライプとモノフィラメントが溶融紡糸プロセスで製造されます。
モノマーへのリサイクル
ポリエチレンテレフタレートは解重合して構成モノマーを生成します。 精製後、モノマーを使用して新しいポリエチレン テレフタレートを製造できます。 ポリエチレン テレフタレートのエステル結合は、加水分解またはエステル交換によって切断される可能性があります。 反応は単に使用された反応の逆です 生産中.
部分解糖系
部分解糖(エチレングリコールによるエステル交換)により、硬質ポリマーは低温で溶融濾過できる短鎖オリゴマーに変換されます。 不純物が除去されると、オリゴマーは重合のための製造プロセスに戻されます。
この作業は、ラインで製造されるボトル ペレットの品質を維持しながら、10 ~ 25% のボトル フレークを供給することで構成されます。 この目的は、ペットボトルのフレークを、単軸または多軸押出機で実行できる最初の可塑化の段階で、少量のエチレングリコールと低粘度の溶融ストリームを可塑化直後に効率的な濾過にかけることで行われます。 さらに、温度は可能な限り低い限界に保たれます。 さらに、この処理方法では、可塑化の際に対応するリン安定剤を直接添加することにより、ヒドロ過酸化物の化学分解が起こる可能性があります。 ヒドロ過酸化物基の破壊は、他のプロセスと同様に、フレーク処理の最終段階で、たとえば H を添加することによってすでに実行されています。3PO3。 部分的に解糖され、細かく濾過されたリサイクル材料は、エステル化または予備重縮合反応器に連続的に供給され、それに応じて原料の投入量が調整されます。
全解糖系、メタノリシス系、加水分解系
ポリエステルを完全に分解する全解糖によるポリエステル廃棄物の処理 テレフタル酸ビス(2-ヒドロキシエチル) (C6H4(CO2CH2CH2ああ)2)。 この化合物は真空蒸留によって精製され、ポリエステル製造に使用される中間体の XNUMX つです。 関係する反応は次のとおりです。
- [(CO)C6H4(CO2CH2CH2O)]n + n ほら2CH2ああ→ n C6H4(CO2CH2CH2ああ)2
このリサイクルルートは、日本において実験生産として工業規模で実施されている。
全解糖と同様に、メタノリシスはポリエステルを テレフタル酸ジメチル濾過して真空蒸留することができます。
- [(CO)C6H4(CO2CH2CH2O)]n + 2n CH3ああ→ n C6H4(CO2CH3)2
テレフタル酸ジメチルをベースとしたポリエステルの生産が大幅に縮小し、多くのテレフタル酸ジメチル生産者が消滅したため、メタノリシスが今日の産業界で行われることはほとんどありません。
また、上記と同様に、ポリエチレンテレフタレートはテレフタル酸に加水分解され、 エチレングリコール 高温高圧下で。 得られた粗テレフタル酸は次の方法で精製できます。 再結晶 再重合に適した材料を得るには:
- [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O→ n C6H4(CO2H)2 + n ほら2CH2OH
この方法はまだ実用化されていないようです。