IEC規格
これは、国際電気標準会議 (IEC) によって発行された規格の不完全なリストです。
古い IEC 規格の数値は 1997 年に 60000 を加えて変換されました。 たとえば、IEC 27 は IEC 60027 になりました。IEC 規格には複数のサブパート文書が含まれることがよくあります。 ここには規格のメインタイトルのみがリストされています。
- に掲載されました 規格
ペットボトルやプリフォームをスプレーコーティングする際のヒューム除去の重要性
スプレーコーティング スプレーコーティングは、処理されたボトルの滑り性と光沢特性を向上させるためにボトルの表面をコーティングするために使用される技術です。 これは、材料特性に影響を与えないため、ボトルやプリフォーム内の添加剤と比較して非常に効果的な方法です。 多くの場合、添加物は次のような影響を及ぼします。
- に掲載されました コーティング
吹き込み圧力の重要性

この記事では、フラッシング空気の影響を測定し、冷却係数の増加に対する圧縮空気のコストを評価するための理論モデルでのテスト設定について説明します。
- に掲載されました ブロー成形における熱伝達
表面の重要性

ブロー成形ではブロー圧力が非常に重要です。 表面形状の機能における圧力の重要性に関する理論モデルを含むアーヘン大学の記事。
- に掲載されました ブロー成形における熱伝達
注射

射出成形(米国では射出成形)は、材料を金型に射出して部品を製造する製造プロセスです。 射出成形は、金属 (このプロセスはダイカストと呼ばれます)、ガラス、エラストマー、菓子類、最も一般的な熱可塑性ポリマーや熱硬化性ポリマーなど、さまざまな材料で実行できます。
- に掲載されました プロセス
ISBM
これには、3 段階プロセスと 4 段階プロセスという XNUMX つの主な異なる方法があります。 XNUMX 段階プロセスは、再び XNUMX ステーションと XNUMX ステーションの機械に分類されます。 XNUMX 段階射出延伸ブロー成形 (ISBM) プロセスでは、まず射出成形プロセスを使用してプラスチックを「プリフォーム」に成形します。 これらのプリフォームは、一方の端にネジ山 (「仕上げ」) を含むボトルのネックを使用して製造されます。 これらのプリフォームは包装され、後で (冷却後) 再加熱延伸ブロー成形機に供給されます。 ISB プロセスでは、プリフォームはガラス転移温度以上に加熱され (通常は赤外線ヒーターを使用)、その後、金属ブロー金型を使用して高圧空気を使用してボトルにブロー成形されます。 プリフォームはプロセスの一環として常にコアロッドを使用して引き伸ばされます。
- に掲載されました プロセス
ISO
ISOの主な製品は国際規格です。 ISO は、技術レポート、技術仕様、公開仕様、技術正誤表、およびガイドも発行しています。
- に掲載されました 規格
漏れ検出
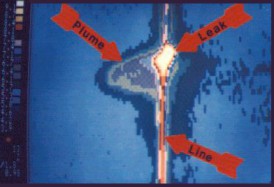
パイプラインの漏れ検出は、液体と気体を含むシステムで漏れが発生したかどうか、場合によっては発生場所を判断するために使用されます。 検出方法には、パイプライン建設後の水圧試験や使用中の漏れ検出が含まれます。
- に掲載されました 高電圧